

新闻详情
电葫吊车数控化的设计原理
来源:本站 作者:匿名 发布:2012-10-15 修改:2012-10-15
隶属:技术支持 点击:3242
电葫吊的构造由电机、制动器、滚筒和减速器组成。电机与滚筒之间有一固定的转速比为n:1。其中n为电机转速。电葫吊的钢索在滚筒上为单层环绕。每绕一周即是滚筒的周长。这一周长可通过滚筒直径求得。这样,只要能在电葫吊车的提升运行中测出滚筒旋转的周数,就可以知道钢索环绕的长度,从而计算出吊钩的行程。如果设滚筒周长为C,滚筒转一周吊钩的行程为S,电机转一周吊钩的行程为X,可列比例式为:
n:1=S:X
其中S=1/2C。因此,求出X,就知电机转一周吊钩的行程。所以只要把电机的运转周数做技术处理,吊钩的行程就必然可得了。
下面,以我们研制的实倒,说明设计原理及计算方法。实例中所甩电葫吊的技术数据如下:
滚筒直径 D=260mm
求得周长 C=πD=3.14×260=816.4mm
求得S S=1/2C=408.2mm
将S代入比例式:n:1=S:X 69:1=408.0:X X=5.92mm
由此可见,电机转一周,吊钩的行程为5.92mm。从控制角度上出发,希望电机转一周能发出5.92个脉冲,那将正好反映出吊钩的行程。但是,这样理想的信号,是不能得到的。然而取一近似值,让电机每一周发出6个脉冲信号是可以实现的。因此可在电机上安装一个等距六孔光电脉冲发生器。但是这个脉冲发生器发出的信号与实际计算结果存在着一定的误差。当电机每转一周发6个脉冲时有:
S1=69×6=414mm
△S=S1-S=414-408.2=5.8mm/转
δS=△S/S1=5.8/414=0.014MM/脉冲
其中:S-滚筒转一周吊钩的行程(理论行程)。
S1-滚筒转一周脉冲发生器所计结果。
△S-脉冲数与理论行程的差值。
δS-每一个脉冲所产生的误差。
实际运行中。这一误差还将不断地累计。因此,如果用这样的脉冲发生器不加任何处理,那将无法准确记录和控制吊钩的行程。
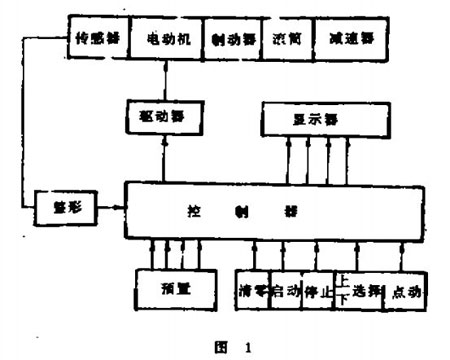
如何才能准确记录和控制吊钩的行程呢?我们想到了计算机。如果在上述设计基础上,让计算机在吊钩的运行当中,把所产生的误差随机累计并减掉,运算的结果,就应该是吊钩的实际行程。根据以上设想。我们设计了一个小塑计算机系统,让计算机在电葫吊车运行当中,一边记录脉冲数,一边将产生的误差累计并减掉。又根据用户的精度要求。我们把累计误差限定在1mm。即运行中,累计到lmm的误差就随机减掉。由上述计算可知。每一个脉冲产生0.O14mm的误差,那么lmm的误差,大约在71个脉冲时可累计产生。即1÷0.014=71。因此我们把71当成一个常数设计在程序中,每计71个脉冲减1。这样就能准确的记录,显示井控制吊钩的行程了。数控制电葫吊车的框图如1。
其中控制器的CPU采用6802微机芯片构成,程序固化在2716芯片中,脉冲信号经特殊的整形放大处理。显示器由四位LED显示四件构成。显示吊钩的运行及定点高度显示高位为毫米。四位8421码拨盘用来预置定点高度。六个操作键,用来操作和控制电葫吊车的动作和运行。
上一个新闻:当前自行葫芦输送机尚存问题
下一个新闻:CD型电动葫芦中间轴的破坏的原因
同类新闻
- 2015-3-9 手拉葫芦链条直径数量与吨位成正比
- 2015-1-19 电动葫芦沉车的预防措施
- 2014-9-4 手拉葫芦的起重链条润滑的正确方法
- 2014-8-28 手扳葫芦收纳之良方妙计
- 2014-8-12 DHP型号群吊电动葫芦工作平稳
- 2012-12-25 吊装带正确使用安全性很重要