

新闻详情
H1型电动葫芦降低噪声减速器部分的改进
来源:本站 作者:匿名 发布:2012-9-13 修改:2012-11-12
隶属:企业资讯 点击:2663
降低齿轮噪声主要应提高齿轮精度,特别是第Ⅱ组齿轮精度(基节偏差、周节偏差、齿形公差等)。据悉,与H1型电动葫芦传动形式相同的STAHL公司AS型电动葫芦的齿轮精度,相当于我国GB10095-88渐开线圆柱齿轮精度中的7级,而我国专业标准,要求主减速器齿轮精度不低于8-7-7级。根据国内电动葫芦行业的生产水平,要达到上述级别相当困难,但我们把HI型电动葫芦的齿轮精度仍定为8-7-7级。
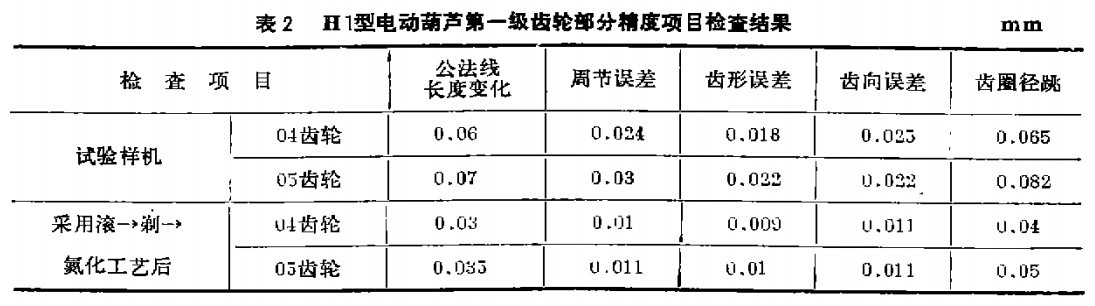
为了达到8-7-7级齿轮精度,应采用两条可行的加工工艺。第一条是精滚→热处理→磨齿;第二条是滚→剃→热处理。第一条工艺方案成本较高,我们采用了第二条工艺方案。在热处理方面,据我们多次试验测得,渗碳淬火的齿轮一般要降低精度1~1.5级,而碳氨共渗或氧化处理只降低精度不到1级。因此我们采用了滚→剃→氮化工艺。我们并选用A级或AA级剃齿刀,提高了剃齿的精度,在完善加工手段的同时,配备了高精度的齿轮检查设备。表2是采用上述工艺加工的第一级齿轮与试验样机第一级齿轮的检测结果。从表2中可以看出,采用滚→剃→氮化工艺后提高了齿轮精度,周节误差、齿向误差明显减小。
对齿轮进行齿顶修缘可以缓解轮齿因基节误差而产生的撞击.从而降低齿轮噪声。我们采用了曲线修缘,其齿顶方向的修缘量δc= 0.032mn,齿高方向的修缘量hc=0.6~0.7mn(mn为法面模数)。
为了保证齿轮正常运转所需最小侧隙,除在加工时控制齿厚偏差外,还采用了高精度设备(JCS-018立式加工中心)加工箱体、箱盖的轴承孔,使孔位置误差小于0.005mm,保证了齿轮中心距的尺寸精度。另外,采用了圆柱面无键过盈联接,保证齿轮与轴的同心度。这些措施均起到了降低减速器噪声的作用。(保定大力)
上一个新闻:电机部分的改进降低噪声
下一个新闻:H1型电动葫芦产生噪声的原因及其分析
同类新闻
- 2023-12-29 电动葫芦智能监控系统的构成
- 2023-12-6 电动葫芦内置式高度检测装置的优点
- 2023-11-22 手拉葫芦使用前需要做哪些准备工作?
- 2023-10-30 圆柱转子平面制动电机在钢丝绳葫芦上明显优势
- 2023-10-10 环链电动葫芦双限位控制形式的选择
- 2023-9-27 国外发达国家先进企业起重设备的发展历程